
Home
Dust Collection Basics
Equipment
Ducting & Hoods
Wood Toxicity Table
Testing
FAQs
Projects
Administrative
Financial Help
Contact & Email

Dust Collection Basics
-
Foreword
Please make sure you first read over the Introduction and Beginners Corner pages to learn about fine dust and why small shop workers and hobbyists who only do a little woodworking put ourselves and those close to us at often much higher risk than full time commercial woodworkers. This page provides more detail on what it takes to get good fine dust protection and collection. Please read it over in terms of an overview and then go to my other pages for more detail.
-
Issue
For generations most wrongly believed that other than a few toxic woods all wood dusts are only an irritant. Unless we have an allergic reaction few ever feel anything more from fine dust exposure except irritation. The peer reviewed medical research clearly shows every fine dust exposure causes a measurable loss in respiratory function, some loss becomes permanent, and the greater, longer and more frequent the exposure the greater the damage. So instead of just being a mild irritant, every fine wood dust exposure causes a tiny, almost unnoticeable amount of permanent damage. With enough time and exposure this damage builds into far more serious problems.
The insurance data on large facility workers show woodworking makes so much unhealthy dust that a tiny number of large facility woodworkers get poisoned or develop cancer and one in seven develop such bad allergic reactions they must stop woodworking, one in fourteen is forced into an early medical retirement, almost all lose about 1% of their respiratory capacity per year of work, and average lifespan is reduced about ten years. This should terrify small shop woodworkers and hobbyists because OSHA testing shows small shop woodworkers including hobbyists who vent our dust collection systems inside get more exposure in a few hours than large facility woodworkers get in months of full time work.
The reasons are simple. The peer reviewed medical research shows fine airborne dust of any type so unhealthy that if more than 0.1 milligrams per cubic meter goes airborne the EPA can shut down monitored buildings until the air quality is restored. An average small shop holds less than 100 cubic meters of air, so the EPA limit is exceeded as soon as 10 milligrams of dust gets launched airborne. This is less dust than we get from slapping a dusty apron or hand sawing just over seven inches of typical three-quarter-inch thick wood. Woodworking creates huge amounts of fine dust compared to how little it takes to harm our health. OSHA testing shows on average every twenty pounds of sawdust makes over 151,197 milligrams of fine dust which is enough to cause 15,119 typical two car garage sized shops to fail an EPA air quality test. Every 1% missed lets enough fine dust escape to fail 151 typical sized shops, yet OSHA testing shows most small shop dust collectors and cyclones miss collecting at least 15% of the fine invisible airborne dust.
In spite of the huge amounts of fine dust made by woodworking, most small shop woodworkers and hobbyists end up being blindsided by the fugitive dust that escaped collection. The problem is wood dusts last until they get wet enough for bacteria to break them down, which explains why in dry pyramids wood dusts has lasted thousands of years. Unfortunately, most small shop vacuums, dust collectors, cyclones, and air cleaners create a bad false sense of security because they get rid of most visible dust to leave clean looking shops while freely passing the fine invisible unhealthiest dust. So, when we vent dust collection systems inside into our dry shops the fugitive dust that escapes collection just keeps building to dangerously high levels. In most even very clean looking small shops just walking around without doing any woodworking stirs enough fine dust airborne to fail EPA air quality tests. OSHA testing shows most shops that vent inside give us more fine dust exposure in a few hours than full time professionals in large woodworking facilities get in months of full time work. This is really bad news for small shop woodworkers because the medical research clearly shows the higher the exposure the greater the damage and faster we develop allergies. My own clean looking shop with the best magazine rated dust collection system landed me in the hospital and convinced me to launch these dust collection pages. Only one in seven will also have allergic reactions, but all will slowly build undetected respiratory damage that worsens other age related health issues and significantly shorten our lives. -
Good Protection
Good protection is easy. For occasional woodworkers my doctor strongly recommends we work outdoors while wearing a good properly fit NIOSH approved HEPA level cartridge filtered mask like the 3M 7500 series with HEPA grade filters that provide 99.99% efficiency down to 0.3-microns. Beware that many masks and especially powered respirators do not have NIOSH approvals and come with such open filters they often let us breathe the unhealthiest under 5-micron particles that go deep into and damage our respiratory systems.
When we work inside we must wear a good properly fit mask and should vent outside (see Doc's Orders for more details). The best way to vent outside is to have a strong commercial fan blowing out a back door or window with your main door cracked a little to give good flow through ventilation. Venting outside can make us pretty miserable in hot or very humid weather, but most find even with venting outside a couple of infra-red heat dishes will keep us comfortable even in the coldest sub-zero weather. Our particle counters show the mask and fan need to go on before we start making fine dust and both should stay on for about a half hour after we stop making dust.our particle counters show the best protection against residual fugitive dust is not an air cleaner because these work too slow, but instead -
Good Collection
Good fine dust collection is a pain, particularly for woodworkers. Most incorrectly think we can eliminate our fine dust problems by wearing a good dual cartridge filtered mask whenever we make fine dust. A good respirator mask like this is a must because some shop activities create more dust than we can control. Others, including me at one time, foolishly believe that if we buy and install a good dust collector or cyclone with fine filters that we will end up well protected. Likewise, a good dust collector or cyclone also helps, but we still need to do more things to ensure we do not contaminate our offices, homes, and vehicles. Likewise, many wrongly believe that a good air cleaner will provide good fine dust protection, when in fact many air cleaners make things worse. To get fine dust well collected we need to know a lot more about dust collection. Here are some of the reasons why good fine dust collection poses more difficulty and expense than getting good fine dust protection or getting good "chip collection" which collects the same dust we sweep up with a broom.
National Fire Protection Association (NFPA) rules require collecting the heavier sawdust, chips, shavings, and wood strings that fall to our floors and work surfaces. Many experts call collecting this fallen material that we would otherwise sweep up with a broom "chip collection". Most small shop dust collectors, cyclones, and vacuums only do chip collection. Likewise most tools either have no built in dust collection or come with hoods that only provide good chip collection.
OSHA testing shows roughly every one hundred pounds of sawdust created contains about 5 pounds of airborne dust. By definition airborne wood dust consists of particles sized 30-microns and smaller. Airborne dust when vented outside settles slowly enough in typical outdoor breezes that it dissipates without a trace.
Airborne dust is fairly evenly distributed by weight meaning the weight of particles sized 0 to 10-microns is about the same as the weight of particles sized 10 to 20 microns and to 20 to 30-microns. This means about one third of airborne dust consists of fine invisible dust particles and the other two thirds consists of visible particles.
Visible airborne dust particles, meaning 10 to 30-microns quickly settle in normal room air currents. These visible airborne dust particles ruin freshly painted finishes. Traditional air cleaners filter off these larger visible airborne particles and protect our finishes.
By definition fine dust also known as inhalable dust by the medical world consists of fine dust particles sized under 10-microns. Because our eyes cannot see particles smaller than 10-microns without magnification, these particles are invisible. Even huge buildups of fine dust particles remain invisible. These fine dust particles are so fine and light they don't settle quickly in normal room air currents which is why they behave like an odor and rapidly fill all shared air. They are so fine and light they also almost never break the surface tension enough to harm our finishes. Unfortunately, these fine invisible dust particles go right past our bodies' normal protections and cause the most harm to our health. The different sized invisible fine dust particles cause problems in different areas of our respiratory systems as shown in the above particle distribution graphic. Most advertised fine filters for our shop vacuums, air cleaners, dust collectors, and cyclones along with too many dust mask filters freely pass fine dust particles right through so these things do a poor job helping to protect our health.
Woodworking makes huge amounts of fine dust compared to how little it takes to cause us harm. Based on carefully verified peer reviewed medical research, the EPA will shut down an office building if the airborne fine dust level exceeds more than 0.1 milligrams per cubic meter (mg/c3). Roughly one pound out of every twenty pounds of sawdust that we make consists of airborne dust and one third of this airborne dust consists of fine dust. One third of this dust is about 5 1/3 ounces by weight. There are 28349.5231 milligrams in each ounce so every twenty pounds of sawdust we make contains about 5 1/3 ounces which is over 151,000 milligrams. This is a lot! A typical two-car garage sized shop contains less than 100 cubic meters of air (about 90 c3), so just 10 milligrams of fine dust launched airborne will cause an average shop to fail an EPA air quality test. Our over 151,000 milligrams of fine dust in every twenty pounds of sawdust is enough fine dust to cause over 15,000 typical two-car garage sized shops to fail their EPA air quality tests. If we have a good dust collection that only misses 1% of the fine dust we still contaminate our shops with enough fine dust to cause 150 typical small shops to fail their air quality tests.
 Woodworking makes lots of fine invisible dust even when using hand tools. To better understand think of wood as made up thin glass tubes lightly glued together. When we make that near perfect long shaving with our razor sharp hand plane at a microscopic level we actually drive a sharp steel wedge slashing through these glass tubes. The cutting shatters and launches all kinds of tiny airborne shards such as the particles shown on the electron microscope picture on the right. Many have written that their sensitive particle counters show almost every hand tool and other woodworking operation generates lots of fine dust even when we produce little or no larger sawdust particles.
Woodworking makes lots of fine invisible dust even when using hand tools. To better understand think of wood as made up thin glass tubes lightly glued together. When we make that near perfect long shaving with our razor sharp hand plane at a microscopic level we actually drive a sharp steel wedge slashing through these glass tubes. The cutting shatters and launches all kinds of tiny airborne shards such as the particles shown on the electron microscope picture on the right. Many have written that their sensitive particle counters show almost every hand tool and other woodworking operation generates lots of fine dust even when we produce little or no larger sawdust particles.
Normal room air currents will keep fine dust airborne and these same air currents will launch previously made fine dust airborne repeatedly.
The fine dust takes a very long time to dissipate, particularly in closed shops.

 Electron microscope images show fine wood dust with the same long sharp often barbed shapes found with asbestos and fiberglass which cause asbestosis and silicosis.
Electron microscope images show fine wood dust with the same long sharp often barbed shapes found with asbestos and fiberglass which cause asbestosis and silicosis.
Although we make fine dust by the pound just two tiny thimblefuls of fine dust cause a large two-car garage sized shop to fail all of the different air quality tests both by weight and particle counts. We can launch this much fine dust by beating our shop apron.
Our tools lack the hoods needed to contain and control the faster moving air streams so they spray the fine dust away and miss collecting much of the fine dust.
Our dust collectors and cyclones move too little air to provide good fine dust collection. We all know when we put on vacuum hose on the blow port we can blow dust all over but that same hose when sucking will only pickup next to the nozzle. Air pulled by a vacuum comes from all directions at once so airspeed drops off at over twelve times the distance squared. In short, our vacuum lacks the incoming air speed needed to pickup except very close to the nozzle. The same is true for fine dust as normal room air currents will blow the fine dust away unless we move a huge volume of air right around the working areas of our tools. Those commercial firms that guarantee customer air quality long ago through careful testing and decades of experience developed tables that show exactly how much air we need to move near each of our stationary tools. They found most small shop stationary tools need about 1000 cubic feet per minute (CFM) of airflow to have good fine dust collection and only need about 350 CFM for good "chip collection". When we add the overhead resistance of our hoods, flex hose, ducting, and filters almost all dust collectors under 3 hp and cyclones under 5 hp fail to move this needed 1000 CFM.
Air at typical dust collection pressures will hardly compress so duct diameter and resistance sets maximum airflow at a given pressure. Most of our ducting and tool ports are too small to carry the needed air volumes.
The more air a blower moves the more power or amperage that the blower motor uses. If we shut off the airflow our blowers idle using the least power. If we open all up wide then our blower draws the most power. Dust collector blowers must overcome the resistance of our tool hoods, flex hose, ducting, and filters. Cyclone blowers must also overcome the high resistance from a cyclone forcing air to turn in a tight separation spiral. To overcome this resistance vendors use larger diameter impellers to create more pressure. It takes careful engineering to balance impeller size and resistance to get maximum motor performance without moving so much air the motor overloads and burns up. The top magazine rated dust collector vendor puts a warning on their dust collectors that they will burn up if run without at least 10' of flex hose attached. All other major small shop dust collector vendors instead use a combination of small impellers and tiny ports to ensure that their motors do not burn up if a hose gets knocked loose and their blower runs with maximum airflow.
All of the major brand name dust collector and cyclone vendors remain caught in a nasty game of their own making. To appear better than their competitors each badly exaggerates their advertized airflow, filtering and separation. Plus these vendors fail to spend the tiny amounts needed to ensure the workability of their dust collection products. Sadly, the magazine and independent testing I oversaw badly upset many small shop vendors.
We found only the Jet and Powermatic brands actually advertised airflows that we could get during our testing. All others advertised airflows that were far larger than we could get during testing. A few of the lesser quality imports exaggerated their airflows by as much as 100%.
We found all small shop vendors provide misleading airflow advertising. Almost all small shop vendors advertise maximum airflow which moves enough air for good fine dust collection. Maximum airflow only happens when we have no ducting, no filter or a brand new clean very open filter, and a special test pipe. This means that the advertised maximum airflows are just over double what we get in real use when our systems have to overcome the normal resistance from our hoods, ducting, separators, and filters.
The few firms that share airflow curves falsify their system performance through testing tricks which they convinced magazine editors to continue. Most of the magazine tests measure airflow with no ducting, no filter or a brand new clean very open filter, and a special test pipe and over sized ducting much larger than we would use. These changes minimize resistance so the vendors can advertise higher airflow numbers. I reviewed one magazine test and helped conduct another. It sickened me to find that the winning dust collector vendor used an over sized impeller that will make their dust collector burn up if a hose gets knocked loose. With a standard test pipe this winning dust collector overheated and burned up its motor in about twelve minutes of operation. No collectors burned up during that test because it normally only takes about three minutes to do the air volume tests on a dust collector. Likewise, the top rated cyclone vendor demanded that we test their two, three and five hp cyclones with a significantly over sized test pipes. We found all of their motors rapidly overheated from pulling far more than their rated amps and three of their supplied cyclones burned up because these tests take longer to run. When we stopped our testing because the motors reached their maximum rated amperage, all previously top rated dust collector and cyclone vendors except Jet and Powermatic (both part of WMH Tools) lost their top ranking status. In short, running the top rated dust collectors and cyclones at their advertised airflows causes those motors to burn up within minutes.
In spite of the exaggerations, citing maximum airflows and testing tricks all major brand name small shop dust collectors and cyclones sized over 1.5 hp provided the 350 cubic feet per minute (CFM) needed for good chip collection but no dust collector under 3 hp or cyclone under 3.5 hp provided the 1000 CFM airflow that our vendors who guarantee air quality established that we need for good fine dust collection.
Likewise, our small shop vendors consistently advertise improper filtering levels. The American Society of Heating Refrigeration and Air-conditioning Engineers (ASHRAE) set the U.S. standards for indoor filters. In use filters build particles in the filter material that do not come out with normal automated cleaning. This is called seasoning. These particles build until a filter gets saturated and will take in no more particles. Manufactures call this a fully seasoned filter. A fully seasoned filter provides about twenty times better fine filtering than a clean new filter. Because it can take months to years for a filter to fully season, to amply protect our health ASHRAE requires that all filters for indoor use get rated when clean and new. Filter material makers share this clean new filtering level so engineers can comply with the ASHRAE standard for indoor air quality. Filter makers also provide the airflow and filtering levels for fully seasoned filters so air engineers can properly size outdoor filters.
Our small shop vendors claim that shops and garages represent outdoor rather than indoor use so advertise outdoor filtering levels, yet deliver equipment that can only be used in covered indoor areas. This combination makes for dangerously high indoor counts of the unhealthiest invisible particles freely passed by the more open filters even in clean looking shops.Almost all small shop vendors sell much smaller filters than filter makers recommend which depends upon airflow and dust loading. This results in our filters constantly needing cleaning which kills our needed airflow and over cleaning quickly ruins fine filters. The typical small shop dust collector or cyclone vendor generally provides about one square foot of filter material for every ten cubic feet per minute (CFM) of airflow. This is the normal for a 30-micron filter that lets the airborne dust blow away outdoors. Sadly, most vendors now sell 10 and 20-micron filters that they claim as either 0.5 or 1-micron filters and size them the same. The actual sizing according to the top filter makers should be at least one square foot of 0.5 or 1-micron fine filter material for every two CFM of airflow. This means a typical 1.5 hp dust collector with a maximum airflow of 1100 CFM and real airflow of about 550 CFM needs at least 275 square feet of fine filter area if we use a real fine filter. Rather than provide this much expensive fine filter material, most small shop vendors instead provide roughly thirty square feet of far more open filter material. The more open filters appear to work just as well as they filter off the visible dust but they freely pass the invisible dust. This makes for terrible air quality but avoids the upset of customers having to constantly clean and replace fine filters.
During the one to three years it takes a small shop filter to fully season the filter freely passes the fine unhealthiest dust leaving our lungs to do the fine filtering. Although some vendors claim much faster seasoning, the truth is seasoned filters provide little health protection. Every time a seasoned filter gets hit with a blast of air from starting our blowers it sprays dangerously high amounts of fine dust into our shop air. Likewise, after every thorough cleaning these too open filters freely pass the fine unhealthiest invisible dust.
Worse, most filters contain large amounts of polymer materials that build up large amounts of static as we run air through the filters. This static charge causes lots of the fine airborne dust to build and collect on the filter exterior surface then get blown all over our shops when we turn on our dust collectors or cyclones.
In summary we did not find one single small shop dust collector or cyclone with advertised fine filter that did not freely pass through a majority of the finest invisible unhealthiest dust.We also tested the separation ability of the various dust collectors and cyclones. As a baseline we first tested the two most popular trashcan separator lids. These trashcan separator lids work well and separate off almost all but the airborne dust. This means they captured about 85% of the dust created by weight and sent that remaining 15% airborne dust into the filters saving lots of time and trouble emptying dust bags and collection bins. When we stepped up the airflow from the 350 CFM needed for good chip collection to the 1000 CFM needed for good fine dust collection the trashcan separator lids became useless. The additional airflow scoured the cans clean of all but larger blocks and chunks.
At 350 CFM all but one small shop cyclone separated almost identically well as the trashcan separator lids. That one cyclone was so dismal that it put close to one third of the material it collected right into its filters. I had that firm identified on these pages and was quickly hit with a threat of a law suit demanding I remove that information. They did not care about how well their product works, only that nobody know how bad it works. They made no effort to improve this product and it continues to be sold exactly as was still being advertised as one of the best and most efficient. The magazine tests also found this one unit dismal and gave it their lowest possible rating without outright saying it was dismal. In defense of the magazines they do get considerable revenue from this vendor.
All other small shop cyclones except for my design separated little better than the trashcan separator lids. The only real advantage of these cyclones is at higher airflows than needed for "chip collection" all these cyclones continued to provide the same separation meaning close to 100% of the airborne dust went right into the filters. Independent medical school testing on my cyclone design found the same results as our testing. Instead of passing close to 100% of the airborne dust right through my cyclone design separates much better. It separates off over 82% of the airborne dust that other cyclones pass right through, plus it provides 99.9% separation of the unhealthiest invisible dust down to 4.7-microns. At this level of separation typical fine filters can go months instead of minutes between cleanings and these fine filters we need to amply protect our health will last years instead of the typical three months.Unlike air from a compressor or vacuum cleaner, at typical dust collection pressures air is little more compressible than water, so just about any tiny opening, small hose, small duct, rough duct, poorly made fitting, or bad ducting design will seriously harm the airflow we need for good fine dust collection. We found every small shop vendor who offered a ducting design service used professional shop ducting designs that presume no blast gates and full time collection from all machines at the same time. Because air at typical dust collection pressures will not compress, this requires that each main and branch be sized large enough to carry all air coming from downstream. This creates very impressive graduated ducting designs which work terribly in small shops that only use one machine at a time. The oversized mains end up with too little airspeed to keep from building up piles and plugging.
The fine invisible fugitive dust we miss collecting just keeps building in shops that vent inside. Almost any airflow is enough to launch this dust airborne and keep it airborne as long as we are working.
-
Repair Summary
In summary, the fittings, attachments, flex hose, ducting, fine filters, shop vacuums, air cleaners, dust collectors and cyclones we buy to protect our health that do such a good job of chip collection create a bad false sense of security. These components that almost all sell leave us with clean looking shops while they actually become dangerous "dust pumps" when vented inside. Using this equipment builds such dangerously high levels of fine invisible airborne dust that gets stirred airborne again and again even when we are not making more fine dust. These factors combine enough that small shop workers and even hobbyists that do minimal woodworking get more fine dust exposure in a couple of hours than those in facilities that vent outside get in months.
-
How Much Dust Collection Do I Need?
This is one of the more difficult questions that each of us that choose to do woodworking must answer for ourselves. To help make a little more informed decision, I learned a few things, some the "hard way" that are worth sharing.
Current medical and government testing show that most small shop woodworkers including hobbyists receive far more fine airborne dust exposures that the exposures that triggered the OSHA and EPA air quality standards. The reason is simple. Most large woodworking facilities have long blown their fine dust away outside, but most small shop woodworkers trap that fine dust inside. Typical woodworking creates with every twenty pounds of sawdust enough fine invisible dust to cause over 15,000 typical two-car garage sized shops to fail an EPA air quality test. This fine invisible dust lasts for years unless it gets wet. I previously shared a micrograph of wood dust found in a long sealed pyramid. This fine dust is launched and kept airborne by the lightest breeze. People with the Dylos air quality monitors find that just walking around in their clean looking shops will often launch enough fine invisible dust to fail and EPA air quality test. Certified California government air quality testing shows small shops that vent their dust collection inside average over ten thousand times higher particle counts than those who vent outside. Between launching previously made dust and the huge amounts of dust we make, small shop woodworkers have huge exposures, plus frequently contaminate their homes, offices, vehicles and any other areas they visit while woodworking. In short, a part time hobbyist woodworker in a few hours work gets exposed to far more dust than most workers in larger commercial facilities receive in months. This is not good news for small shop woodworkers.
Insurance data and medical studies going back to the sixties show almost all woodworkers in larger commercial facilities (that mostly vent outside) eventually develop wood dust related health problems, with about one in eight forced into an early medical retirement. Medical experts and woodworker unions continue to fight to have government standards set to protect woodworkers from airborne dust exposure. Facility owners continue to fight back hard saying providing the recommended protections will bankrupt the woodworking industry. This is an ongoing serious political problem because the 2000 U.S. Census showed that the woodworking industry which includes lumber and paper is the fourth largest employer in the U.S. Add in home construction and woodworking becomes the largest employer in the U.S. Heavy pressure remains on the politicians who run the Department of Labor, Occupational Health and Safety Administration (OSHA). OSHA is responsible for setting U.S. standards. A compromise OSHA standard was set in 1989. That OSHA standard set the air quality limit at the same eight hour average airborne dust level found in most large commercial facilities that vented outside. It also set a maximum personal exposure limit (PEL) for any fifteen minute period.
Large facility owners argued strongly against the OSHA standard saying it was ridiculous, not possible to meet, and set them up for personal injury suits that would bankrupt their industry. A couple of ounces of airborne dust will fail a large facility that made hundreds of pounds of sawdust a day. Worse, the finest invisible dust which makes up about one pound out of every twenty spreads so quickly that neither air cleaners nor exhaust fans can bring that dust level down quick enough to avoid failing the PEL fifteen minute exposure limits. The only way to comply with the OSHA standard would require a huge expense to collect the fine dust at each source as it was made. This involved replacing almost all existing tool hoods, dust collection ducting, and existing dust collection blowers. Many studies were commissioned by the woodworking industry that proved woodworking makes almost no fine dust and this dust is not dangerous. Although these studies come from prestigious institutions, none would pass a peer review that critically looked at the test procedures, data and conclusions. The real peer reviewed medical studies show wood dust is very unhealthy and damages all exposed. Every exposure to fine dust causes some measurable loss in respiratory function and some of that loss becomes permanent. This damage builds depending upon the amount and length of exposure. With large shop woodworking already in financial trouble due to high pressure from off-shore inexpensive products, the owner organizations with political help and help from these mostly bogus studies convinced the courts to kill the 1989 OSHA standard before it even became fully effective.That OSHA standard set allowable airborne dust levels five times higher than the minimum recommended by industrial hygienists and fifty times higher than now recommended by medical experts.
It only applied to large commercial facilities leaving the six out of seven professional woodworkers and all hobbyists that work in small shops unprotected.
It also set no government standards or oversight on the small shop tools and dust collection equipment used by most small shop professional and hobbyist woodworkers that is known to cause the highest dust exposures..
As a result wood dust collection standards remain contentious and there is no enforced standard in the U.S. except what we as woodworkers exercise with our purchasing decisions. Small shop dust collection purchases show a serious lack of knowledge and high influence of vendor advertising efforts that recommend inappropriate and marginal solutions.
Medical studies of commercial woodworkers in facilities that comply with current government standards show these OSHA standards do not work. Current weight based industrial testing all but ignores the finest lightest 2.5-micron and smaller airborne dust particles now known over time to cause significant health damage. Medical air quality testing does measure these finest particles using much finer units measuring both particle counts and in parts per million. With almost all large commercial facilities regulated by current government standards blowing their dirty air and these finest particles away outdoors, most have low particle counts, but still high enough to eventually make almost all ill. Almost all "protected" workers in facilities that comply with OSHA guidelines still eventually develop fine wood dust related health problems with roughly one in fourteen now forced into an early wood dust related medical retirement. At first it was assumed the workers getting ill had problems from previously high dust exposures. Too many younger workers getting ill who were never exposed to the higher dust levels show that assumption is wrong.
With pretty overwhelming evidence of the risks of fine dust, almost all large commercial woodworking facilities already voluntarily increased their airborne dust protection to comply with the recommended but not enforced five times tougher government industrial hygienists standards. Even meeting these higher standards is not enough according to medical experts who recommend not five but fifty times less exposure than currently allowed by OSHA standards. The European community has already adopted these medically recommended standards. Woodworking industry leaders are fighting hard against these standards claiming meeting them will require almost all new tools engineered from the ground up with fine dust collection built in, plus reworking almost every existing dust collection system. Dust collection equipment vendors that sell indoor dust collection equipment are also fighting hard because they will have to move their equipment outside or totally rebuild it because current indoor commercial dust collection systems will barely meet government industrial hygienists' standards.
Since the 1989 OSHA standard came out, the National Institute of Health (NIH) and the Environmental Protection Agency (EPA) released information showing:
Fine wood dust is a much stronger sensitizer than was originally thought, so prolonged exposure causes almost everyone to eventually develop allergy related health problems, some serious. Unlike the larger airborne wood dust particles that our bodies eventually get rid of, the finest dust sized 2.5-microns and smaller, roughly one fortieth the thickness of a coarse human hair, cause many of the most serious long term health problems. Our bodies have a very difficult time getting rid of this finest dust. It goes right past our natural protections and tends to lodge deeply in our tissues. The more of this finest dust we take in, the faster we become sensitized. Continued exposure over time causes us to become more and more sensitized with ever stronger allergic reactions leading to health problems that eventually become chronic and potentially very serious.
The Environmental Protection Agency also declared fine wood dust a carcinogen, meaning our intake of this dust also leaves us with increased risk of cancer.
Without addressing wood dust and all its potential financial ramifications EPA followed its medical advisor recommendations as did the European Union. Both came out with their own near identical standards for indoor air quality. Their standards address all forms of fine dust which includes wood dust. Their standard sets limits on all inhalable particles sized under 10-microns which are invisible without magnification. These particles cause so much short and long term harm to our health that the EPA standard only allows at most 0.1 milligrams of fine dust per cubic meter of air.
Many shops have their air quality tested as they upgrade their licenses. Others get doctor's orders to have their shops and home tested. Almost every small shop with indoor dust collection equipment fails their air quality testing with airborne dust levels that weigh two to five times more than allowed OSHA maximums. Those that make lots of dust frequently fail with surges over six times higher than the OSHA fifteen minute maximums. The particle counts for these same shops that use indoor hobbyist dust collection equipment are scary. These shops test with particle counts that average 10,000 times higher than regulated monitored commercial facilities. My own shop while using the "best" rated cyclone with fine filters tested with over double the daily allowable maximum average and a 12,000 times higher than medically recommended particle count. Sadly my home that shares only one connected sealed door to my shop also tested well over medical recommendations. These test results convinced me that almost every one of us that does woodworking in a small shop with indoor dust collection and almost everyone around us receives dangerously high fine airborne dust exposure. A number of concerns combine to create to this small shop problem:
-
Air Volume
Most small shop dust collectors and cyclones move roughly half the air volume needed to capture the fine dust at our larger tools as it is made. In simple terms air volume defines how big of an area we can collect from, so the more area we need to provide collection for, the more air volume we need. Air engineers long ago found capturing the airborne particles at smaller stationary tools requires upgraded hoods and providing roughly double the air volume needed to just collect the heavier sawdust and chips. Again with larger hobbyist stationary tools identical to smaller commercial tools we can use their same recommendations. Their careful testing and years of experience show to get good fine dust collection at most larger hobbyist stationary tools takes around 792 CFM that they round to 800 CFM to provide a little cushion. You can see the minimum air volume requirements that air engineers use to design commercial dust collection systems on my CFM Requirements Table;
-
Air Speed
Most small shop ducting designs fail to keep the air moving fast enough. Air speed feet per minute (FPM) defines how heavy of chips we can collect. Air engineers also long ago did their testing and found that we need to move between 3700 to 3800 FPM to pickup the heavier chips produced during normal woodworking operations. Airspeed also needs to stay high enough to keep what we collect from building up piles of chips or plugging our ducting. Air engineering testing shows we need to maintain an air speed of at least 2500 to 2700 FPM in horizontal ducting runs and at least 3800 FPM airspeed in our vertical runs. To provide a little cushion air engineers target their ducting systems to move 4000 FPM;
-
Tool Design
Most small shop tools come with dust ports far too small to support the air volumes needed for good fine dust collection. Air at typical dust collection pressures is similar to water in that it will barely compress at all. Putting a 4" sized port on a tool is about the same as only opening a water faucet about 40% then wondering why we get poor flow. Hobbyist hand power tools are the worst with tiny dust ports that will not work with a dust collector and are often too small for shop vacuums with ten times the pressure.
In addition to having ports that are too small, most hobbyist tools are not designed for good fine dust collection. Except for a few very well designed tools, most power tools have blades, bits, cutters, belts, cooling fans, etc., which create powerful air currents that spray dust everywhere before it can be collected. Although it only takes a little air volume to collect the finest unhealthiest dust from tools engineered from the ground up with good fine dust collection built in, almost none of us use or can afford such tools. We instead mostly use older tool designs with little or no dust collection built in. Fortunately air engineers long ago addressed these problems for smaller commercial tools that are identical to larger hobbyist tools. They found almost all of our tools require new collection hoods, larger ports, and sometimes much more extensive modification to ensure they protect, control, and deliver the finest dust for capture instead of just blowing it all over. Some tools cannot be modified amply so they either need used outside or replaced. Fortunately, the dust collection and filter makers for large commercial facilities shared their designs for better fine dust collection hoods for our smaller stationary tools (see the dust hoods on my ducting page); -
Ducting Size
Almost all small shop vendors only offer 4" diameter ducting and tools with 4" diameter ports, yet most large stationary tools found in small woodworking shops need 6" diameter ducting for good fine dust collection. This is not rocket science. Airspeed and air volume are related by a simple formula FPM = CFM / Area where area is the ducting cross sectional area measured in square feet. Using a little algebra with our 4000 FPM and 800 CFM requirements and this formula shows we need almost exactly 6" ducting to move enough air at ample duct speed for good fine dust collection at most larger hobbyist tools. Anything smaller will not move the needed air unless we use a much larger than needed blower. Likewise, going much larger without getting a bigger blower will reduce the duct airspeed so much that we get dust piles and plugging in our ducting;
-
Ducting Type
Most hobbyist and small shop vendors sell ducting too small in diameter and too roughly made for good fine dust collection. Most vendors sell their dust collectors with what they call a 10' length of 4" flex hose that is really about a 7' long and closer to 3" in usable diameter. This hose is so rough inside that it instantly kills half or more of the dust collector's airflow. Most vendors also only offer 4" diameter ducting. Using our same formula putting in our 4000 FPM and the area for a 4" duct show this sized duct will reduce 800 CFM airflow to only 349 CFM. Testing proves this to be true even with the much more expensive smooth interior walled ducting. Most, including me, then turn to the woodworking dust collection book and magazine experts who mostly use HVAC pipe and fittings because they are cheap, available, and work great for chip collection. HVAC ducting leaks air badly, is all engineered for the air to flow the other direction so the joints collect shavings that lead to plugs and piles, plus all the fittings were designed for much lower pressures so use such sharp bends and angles they kill airflow at typical dust collection volumes and pressures. Worse, the cheapest 30-gauge HVAC piping is too thin and will collapse if you have a larger dust collector and all the gates get closed at once. Fortunately again we can address these concerns by borrowing heavily from work long ago done and shared by air engineers (see my ducting page); and,
-
Ducting Designs
Most small shop ducting designs are inappropriate downscaled versions of large commercial designs. Commercial shops rarely use blast gates and configure their dust collection systems with huge blowers able to power all ducting runs open at once. This requires each ducting run to be large enough to support the airflow from all branch runs that connect to it. As a result commercial ducting designs start with mains that are big enough to carry the airflow for the whole shop. The mains reduce in size as branches break off. Each branch reduces in size until it reaches the size of the down drop at its end. Each down drop provides just the airflow needed for the connected machine. When downscaled for small shop use, these designs sell well because they look pretty and give a small shop a professional looking large shop feel. These commercial designs with all their different sized ducting do a great job of collecting the chips, but do a terrible job of fine dust collection and put us and our shops at serious risk.
Unlike commercial shops most hobbyist blowers are too small to even provide good fine dust collection from one machine at a time, let alone a whole shop full. Unlike our ten times more powerful shop vacuums, at typical dust collection pressures air will barely compress at all. We should think of our dust collection more like a water system instead of an oversized vacuum cleaner. Almost any small pipe, machine port, or obstruction will kill the airflow. This means these pretty commercial designs are a terrible solution in our shops that only use a blower able to support one run open at a time. We close off all but that one run using blast gates. This leaves our single runs with the airflow limited by the smallest pipe. That small pipe is normally the down drop that goes right to the tool. Although this provides the airspeed needed at each specific tool, what happens when this severely reduced airflow hits a larger main is bad news. For instance, a down drop sized to fit a 4" port reduces the airflow on an 800 CFM blower to only 349 CFM. When that 349 CFM hits the main the airspeed drops far below what we need to keep the main from building up dust piles. Dust piles in the mains are a fire just waiting to happen and pose a potential explosion risk. When the main finally gets enough airflow, the piles break loose. Normally small shop dust collection systems almost never flow a large enough dust concentration to present an explosion hazard, but when a large pile breaks loose, any spark say from cutting a piece of staple could cause an explosion that can level a shop. Although this explosion risk is small, these piles slam around hard so can ruin our ducting, separators, blowers, impellers, motor bearings and filters. We can open other gates or use special weighted trap doors called hyperbaric dampeners that will open when the pressure grows too high to avoid these dust pile problems, but most find we get the best dust collection when we use all the same sized duct pipe, tool ports, and flex hose to prevent these problems. Likewise, for tools with multiple ports it is best to divide our down drop into two equal sized and length pipes because unequal sized pipes require balancing to keep the airflow going where we want. With some tools, internal resistance so badly messes up the airflow between ports that we still need to balance using a diverter valve and test gauges; -
Trashcan & Cyclone Separators
All small shop trashcan separators and almost all small shop cyclones pass most of the finest unhealthiest airborne dust right through. Almost all hobbyist cyclones are downscaled versions of commercial cyclones engineered to use very high internal turbulence to break the finest dust from the heavier sawdust and chips. These units are engineered to drop that heavy stuff into a collection bin and blow close to 100% of the airborne finest unhealthiest dust out the top. When downscaled and brought indoors for hobbyist use, blowing that finest dust into our filters creates a serious fine dust problem;
-
Stock Filters
Regulated large commercial woodworking facilities use cyclones with no filters or bag houses with large very open filters that allow the finest dust to simply blow away outside. Most hobbyist dust collector and cyclone filters are made from this same filter material, so are too open and pass airborne dust right through turning most hobbyist dust collection systems into "dust pumps" that keep our shop air filled with fine dust as long as they run;
-
Fine Filters
The fine hobbyist filters that we buy to address the fine dust problem are still too open and end up creating a false sense of security. Most hobbyist shop vacuum, dust collector, cyclone and even air cleaner fine filters do a good job of keeping our tools from having a heavy coating of dust, but still freely pass the finest near invisible dust that is known to cause long term health problems;
-
Filtering Area
Almost all hobbyist dust collectors and cyclones come with bag and cartridge filters with too little filtering area. When a filter has too little area it loads up quickly with a cake of dust. This dust cake initially improves filtering, but as it gets thicker the air pressure increases forcing the finest unhealthiest particles to tear their way the filters. This opens the filter pores ruining our filters. Too little area also requires much more frequent filter cleaning. Cleaning our filters also opens the pores quickly wearing them out. We can wear them even more quickly if we use vacuum cleaners or compressors that generate so much pressure they tear open the filter pores;
-
Lingering Dust
It takes months for airborne fine dust to blow away and break down. During this time molds, mildews, yeasts, and fungi turn this dust into ever smaller particles and add additional toxins;
-
Trapped Dust
Regulated large commercial woodworking facilities blow most of their finest unhealthiest dust away outside. They have little choice because fire and building codes require them to put their dust collection systems outside or obtain special equipment certified to be fire and explosion proof. Small shop woodworkers have no such standards and our vendors mostly sell us dust collection equipment that should go outside just like the commercial stuff, but is only made for indoor use. Our trapping the finest unhealthiest dust inside allows it to grow to levels in even minimally used shops that far exceed the levels shown my medical research will make almost all develop health problems, some serious.
-
Spreading Dust
Almost any airflow from our tools, dust collection equipment and air compressors will launch this previously made dust airborne. Once airborne, it takes hours for the fine dust to settle. Meanwhile it quickly spreads getting carried in any shared air and on our skin, clothes, and hair into our homes, offices, and vehicles to also expose all close to us to significant fine dust.
-
Air Volume
-
Challenge
To work without wearing a mask all the time we need to collect the dust at its source before it escapes then get rid of the dust. Although this tells us what we have to do, it does not tell us how to get that job done when almost none of the existing hobbyist tools, dust collectors, cyclones, ducting, ducting designs, and filters will do the job providing good fine dust protection. Until such time as government oversight requires hobbyist vendors to provide equipment that meets industrial standards, we are on our own. This means the only way to get good fine dust with hobbyist equipment today is to take responsibility for our own system and deal with the following challenges.
-
Understanding Dust Collection
My doctor started off my research on dust collection. He said most of our tools use older designs that need considerable modification to keep from spraying fine dust all over. When that fine dust escapes, it becomes near impossible to capture and it takes many hours for typical air cleaners and exhaust fans to bring the dust levels down safe enough to remove our masks. He said air engineers long ago learned they had to modify our tools, often very extensively to protect, control and capture the fine dust at the source right as it is made at each tool. They also learned they had to move far more air to capture this fine dust with our older tool designs than is required to just capture the heavier sawdust and chips. Unfortunately, most hobbyist dust collectors move less than half the air needed for good fine dust collection. Worse, in spite of inflated advertising claims most hobbyist dust collector, cyclone, shop vacuum, and even air cleaner filters freely pass most of the finest unhealthiest dust right through turning these units into what my doctor calls "dust pumps". The finer hobbyist filters clean up the way our shops look creating a false sense of security because they also mostly pass the finest unhealthiest dust right through. This near invisible dust gets trapped in our shops where it build to incredibly unhealthy levels. Almost any air movement from our dust collection equipment, tools and air compressors launches this finest dust back airborne. Over many years of too much exposure to this finest dust most develop health problems, many serious. He believes the fine filters on dust collector, cyclone, and air cleaner were so bad they led to my being hospitalized with fine dust related health problems. He said I would have been better off without any of those units as they just stirred up and kept the fine most dangerous dust airborne and trapped inside my shop. He also said forget relying on vendor help, we each must do the work ourselves to assemble ample protections to minimize the fine dust exposures. Not really believing that my owning and using the very best in cyclone and air cleaner put me in the hospital, I had my shop tested and the results scared me into getting serious about learning about fine dust collection (see my Introduction). He shared the health risks of wood dust exposure and gave me a list of immediate to dos (see "Health Risks and Doc's Orders"), and pointed me in some directions to start my research. I immediately took care of the small stuff he suggested then got busy. My research quickly verified my doctor's comment that fixing my dust collection would be a challenge! Almost all of the available hobbyist information was contradictory, with much of this information just plain bad.
-
Bad Information
Most small shop woodworkers depend upon many sources for their information and all often give bad dust collection information.
Most woodworking is a relatively private hobby, so much of our information comes from books and more recently videos and the Internet. Almost all of that information was produced well before the awareness that fine wood dust is so dangerous. As a result, most tables, tests, product comparisons, magazine ratings, on and on are based on chip collection, not fine dust collection. Sadly, the magazine and book editors trust their authors, expert testers, and technical staff to do homework that mostly does not get done. At least three of the most popular magazines have recently shared dust collection articles recommending use of HVAC pipe to make complex ducting solutions with multiple down drop sizes. These are chip collector solutions at least ten years out of date from being dust collectors. Worse, in the last few years there have been at least three major magazine articles rating dust collectors and cyclones. Each sited vendor flagrantly exaggerated maximum airflow and filtering claims without verifying. Worse, the dust collector test allowed one winning vendor to supply a test unit with an oversized impeller larger than they ship on that model tested. That makes for great performance but will quickly burn up a motor. That same test killed the performance on the best dust collectors by choking their airflow with too small a test pipe. This same magazine then did the same in reverse on their cyclone tests. They used oversized pipe to give marginal performing units good tests and normal sized test pipe leaving the best performers looking bad. I decided to never rely upon magazine testing for their information when those magazines depend upon the same vendors advertising for their livelihoods;
Many small shop woodworkers rely upon their intuition and experiences with a lifetime of using vacuum cleaners to configure their dust collection systems. Most of us think about our dust collectors as a giant powerful vacuum cleaner that will pull air around obstructions, through small openings, and through small pipes. A real vacuum operates at the pressures to do just this. At typical dust collection pressures air will hardly compress at all, so we need to think about airflow being far more like water. Any tiny pipe or obstruction such as a partially open valve will kill flow;
Many also rely upon communications with their friends, whether through the Internet or in person. Even "old salts" meaning long time woodworkers don't have a clue as to what is really needed for fine dust collection without doing a bunch of homework. I have to admit giving bad advice myself for far too many years before this whole fine dust issue reached up and bit me in the tail hard. Although this advice from friends is often sincere and meant well, it just cannot be trusted; and,
Finally, a few of us are fortunate enough to go to classes and teaching centers, then share our experiences. As wonderful as those experiences often are, frequently the fine dust collection there is either missing or terrible. That leaves a strong false impression that there really is no concern.
-
InflatedAdvertising
With no government oversight and uninformed buyers, hobbyist vendors have long sold "chip collectors" that do a great job gathering chips, but do little to protect our health from fine dust. In the late eighties commercial woodworking concerns had to make change to meet government air quality standards, but our hobbyist market failed to follow. Hobbyist vendors continued to push out low cost Pacific Rim imported copies of older tools known to be terrible dust generators. Enough direct sales firms market these mostly copied "tools by the pound" to make the competition for entry-level small shop woodworker business beyond fierce. To stay competitive many firms engage in an ugly advertising war. With almost no oversight, many claim whatever they want. Sadly, even with oversight, our "truth in advertising" laws provide no protection letting vendors legally claim anything they can demonstrate. With the appropriate "tricks" and testing, unscrupulous vendors bombard small shop owners with useless "maximum" performance claims. Credible vendors find themselves forced to either similarly compete or watch their market share rapidly decline in favor of supposedly better performing lower cost products. Here are a few of the techniques that vendors use to make their outrageous claims.
Blowers configured with special hyperbolic inlets and with no filters or ducting move just about double the air that they move under real working conditions. Vendors advertise these maximums forgetting to tell their customers that the performance is a curve with real maximum in use performance about half the advertised volume. As a result most hobbyist dust collectors, cyclones, vacuums, and air filters provide less than half the advertised airflow and nowhere near the airflow needed for good fine dust protection;
Motors for an instant while starting draw four or more times their maximum working amperage. By measuring this highest amperage and converting it to horsepower a vendor can advertise a real 1.5 hp motor as having 6 hp. Standard 15-amp 120-volt household circuits will safely run up to a real 1.5 hp motor. With a circuit breaker upgrade of these circuits can run a real 2 hp motor, but most recommend instead using 220 volts for this sized motor and larger. Only those who buy from reputable vendors are going to get home with a motor that actually delivers its promised advertised horsepower;
Filters can simply build up enough dust cake to prove any level of filtering desired as long as they don't also have to pass any air. The key is never follow standard engineering practices and say what airflow comes with any level of filtering. Sadly, with far too little filter area many hobbyist filters in our dust collectors, vacuums, and even air cleaners quickly clog and stop moving the air we need for good protection. Even with clean filters, at working airflow levels many hobbyist filters pass dust twenty to thirty times larger than advertised turning our blowers and air cleaners into dust pumps that recirculate these unhealthy fine particles;
Tools are often advertised and come with ports and such that make them look like they have good fine dust collection built in. When we get these tools home they instead blast dust everywhere. Sadly, any dust port or dust bag added to a tool lets the seller legally advertise the tool as having dust collection built in. Few vendors mind stretching that fiction further by also saying their tool has good fine dust collection built in. With no standards or legal requirements many tools are designed with just enough dust collection to make the claim without actually working.
Using the rules by which this industry operates, advertising claims are about as useful as my telling you that my car for sale gets 92 miles per gallon. Moreover, I can prove it coasting down a mountain and reading the MPG gauge. Shoot, I can even sell you an old clunker saying it has a brand new motor and tires by buying a new electric toy car with new tires and tossing it in the glove box. Although perhaps provable, the information provided fails to give the facts needed to make an informed decision.
-
Bad Tools
I learned that we need to capture the fine dust at its source and get rid of it, but our hobbyist tools and dust collection equipment does not do either well. Our tools often have tiny dust ports far too small for our dust collectors and often even too small for our vacuums. Our tools mostly lack designs and hoods that will control the fine dust before it is captured so spray fine dust everywhere driven by the air from our blades, bits, cutters, belts, motor cooling fans, etc. We need to replace our tools with ones that control that dust or modify our existing tools with hoods, ports, etc. that control, protect, and direct the fine dust for collection. Add hobbyist dust collectors and cyclones that only provide half as much airflow needed to collect the fine dust, plus filters that pass most of the fine dust right through and hobbyist dust collection is a dangerous mess that is hurting people.
-
Bad Support
Finally, most hobbyist woodworking stores and tool vendors reinforce these poor ducting designs by mostly only carrying inappropriate ducting and dust collection equipment. They mostly only sell 4" diameter sized ducting with sharp ninety-degree bends, Ts, and very rough interior walled flexible hose. This stuff does fine job keeping the shop floor clean and looks sharp, but it cannot move enough air to capture most of the fine dust from our larger machines. With the pressures available from most hobbyist sized blowers anything less than 6" hoses, flex hose, duct, fittings, and ports will choke the airflow quickly below the 800 CFM we need. Far more information is available on my Equipment and Ducting pages.
-
Understanding Dust Collection
-
Basic Information
Here are the basics we need to understand for effective fine dust collection.
-
Airflow:
Dust collection manufacturers provide dust collection design firms with both Air Volume Requirements tables and Airspeed Requirements tables so these firms can design commercial air systems that will carry materials without plugging or building up piles in the ducting. Air engineers who work for these manufacturers have done considerable work as have many of the universities to build careful tables that show just how much air needs to be moved and at what speed for each different type of material.
-
Airspeed
For wood dust and chips, careful testing shows airspeed of between 3700 to 3800 FPM is needed to pull in the chips and heavier sawdust from our machine hoods. We then need about 2500 FPM to keep our horizontal ducting runs clear and about 3700 FPM to keep our vertical ducting runs from plugging. Wanting to ensure good dust collection without buying and paying for running too large of a blower, most air engineers recommend we design our dust collection systems to maintain a duct speed of 4000 FPM in our mains to keep our ducting clear and keep the chips and sawdust entrained, meaning airborne. This 4000 FPM has become an industry standard that is well tested and proven solidly to work to move the dust, but it does not collect the dust.
-
Air Volume
We also need to know how big of a volume of air is needed to be moved at each machine to collect the dust. Knowing that FPM = CFM/Area where Area is the area to be collected from in square feet, we can calculate this volume. A little algebra shows CFM = FPM*Area. We can then measure the area of each machine that needs collection, convert to square feet and then multiply by FPM to get the required CFM. This theory approach works fairly well and shows most large hobbyist stationary tools need between 350 to 450 CFM of air volume for good chip collection. Verifying these calculations with testing is expensive and takes lots of work. We need to test each different type and size of woodworking machine working a variety of materials. Fortunately, almost all of this work was done for us and published ages ago. Since larger hobbyist vendor tools are the same as smaller commercial tools, we can use these same test results. Good chip collection on almost all hobbyist larger stationary tools requires between 350 to 450 CFM just as calculated.
To comply with 1989 government standards to also provide good fine dust collection, these same large equipment vendors and university staff went back to work. Their testing showed that airspeed of at least 50 FPM effectively moves airborne dust. This makes sense because we all know from watching dust particles in a beam of sunlight that it takes very little air to move the airborne particles. With tools designed and built from the ground up to protect and control that fine dust for collection, the prior "chip collection" air volumes work well. Festool and a few other brands have shown with their special tools engineered from the ground up with good fine dust collection built in that totally controls the airflow around where the wood is being machined actually get good fine dust collection with an oversized shop vacuum. Unfortunately, most of us use tools with minimal or no "chip collection" built in. Our tools and their open cutting areas allow the airstreams from our blades, bits, cutters, belts, motors, etc. to blow the fine dust away before it can be collected. Almost all air engineers say the only way to provide good fine dust collection for most hobbyist and older tool designs requires us to replace the hoods, sometimes remake the tools and provide nearly double the air volume to collect the finest dust as it did to collect the heavier chips and sawdust. The calculations show the same thing because collecting the finest dust at most current tool designs requires delivering our airflow over a much larger area than just at the port at the end of a hood. Both the math and testing show we need to provide close to 800 CFM air volume movement to get good fine dust collection.
At first these larger air volumes do not make sense because we know it takes 50 FPM to move the fine dust and 4000 FPM to move the heavier sawdust and chips. We already know from experience why it takes more air. When we use our shop vacuums they only pickup up right next to the end of the hose. The reason is unlike blown air that holds together for quite a distance, air being pulled or sucked by a vacuum comes from all directions at once. This means that the area being pulled from is roughly a sphere. It also means that our airspeed will fall off at roughly the same rate as that sphere area grows. Airspeed for sucked air falls off at roughly the same rate as the area of a sphere expands given by the formula Area=4*Pi*r^2. Most air engineers target for a duct speed of roughly 4000 FPM because this is what we need to pickup most woodworking dust and keep our vertical ducts from plugging. If we use that 4000 FPM in our air formula where FPM=CFM/Area we can compute how much air is moved in different sized pipes. We can then divide those airflows by 50 FPM to see how big of an area each will cover, translate into square inches then convert to the surface of a sphere. Although the math is fun, the bottom line is airspeed drops below the 50 FPM we need for good fine dust collection very quickly. Our 2" duct at 4000 FPM only supports 87 CFM and that turns into less than 50 FPM at only 4.47 inches from the center of our duct. Our 2.5" standard vacuum hose only supports 136 CFM at 4000 FPM which turns into only 50 FPM at 5.59" from the center of the hose. This explains why we see almost no pickup just 2" inches from the end of our vacuum hoses. A 3" duct at 4000 FPM airspeed only supports 196 CFM which turns into less than 50 FPM at about 6.71" from the center of our hose. A 4" duct that only supports 349 CFM at 4000 FPM only gets 50 FPM about 8.94" from the center of our duct. Many round this to 9" and use this as the standard for 4" duct. Our 5" duct that supports 545 CFM at 4000 FPM only supports 50 FPM out to about 11.18 inches. Our 6" that supports 785 CFM at 4000 FPM only supports 50 FPM out to about 13.42". And, our 7" duct which supports 1069 CFM at 4000 FPM only gives our needed 50 FPM out to about 15.65". In short we need to move a lot of air to ensure capturing the fine dust.
This unfortunately creates some controversy that is very important to small shop woodworkers. One group of hobbyist vendors would like for us to believe that we can get great fine dust collection by just fixing our tools to control and protect that fine dust. They are 100% correct, but also 100% dead wrong because testing of older tools shows nothing short of starting over with a total rebuild engineering fine dust collection in from the ground up will fix our existing tools. Air engineering testing shows that even with the best recommended changes, we really do have to move this additional air if we are going to have successful fine dust collection. Otherwise, we remain stuck with good "chip collection". I believe as we move toward the far more stringent medical air quality standards already adopted by the European community, the only way for commercial firms to meet these standards will be to buy new tools with good fine dust collection built in. Meanwhile, I continue to agree with and support the standards from those who want to replace the hoods and move more air because my pocketbook is not up to replacing my tools. Frankly, the price of the newer tools with dust collection built in remains so ridiculously high they have not yet earned my interest. It takes a lot of work on our part to get good fine dust collection with our current tools. Each of us must modify our tools to keep the fine dust protected from being blown away, controlled until it can be captured and then directed for delivery right into our dust collection hoods. We also must use a blower large enough to ensure moving ample air at our tools. -
CFM Requirements Table
The following CFM requirements table gives the airflows required at each size and type of stationary woodworking tool to meet different dust collection standards. These tables are not provided by the standards organizations, but instead like tool hood designs are closely guarded industry secrets as the hood designs and these table values are what permit a professional dust collection firm to ensure their systems will meet a particular standard. When I built these web pages our small shop vendors were throwing a wide range of numbers around with little to no clue as to what those numbers meant and they badly confused the different airflows needed to provide good fine dust collection. Specifically, the top magazine rated small shop dust collector provider who continues to pretend an authority role in dust collection which is not borne out by either their information or actual performance of their products said the CFM numbers to meet "chip collection" standards were more than enough to pull in the fine dust. They assumed without checking their facts that because it takes so little airflow to move airborne dust, that the much higher airspeeds required for "chip collection" were more than ample to also pull in the fine dust. They were dead wrong, but so few knew anything about dust collection that we ended up with most of the magazines and even the two books on small shop dust collection following that same wrong lead leaving a mess today where most end up confused. For what it is worth, after reading over my web pages that same firm now has copied my information without permission and sadly has had the audacity to blame me for creating some of this confusion that they caused. American Air Filter (AAF) was one of the leading firms who built fine dust collection systems and filters to meet government air quality requirements. They were kind enough to allow me to share their proprietary airflow tables to counter some of the massive confusion over airflow requirements for small shop woodworkers. Remember this below table is useless unless you start by upgrading your hoods.
The above CFM requirements table only provides the airflow required for good fine dust collection at our larger stationary tools. This table intentionally does not address the airflow needed to capture the fine dust at smaller and hand held tools. There is a huge difference in collection requirements for smaller tools. For instance, my 5" fine sander gets excellent dust collection when hooked up to a small shop vacuum, but the 5" aggressive grinder/sander made by the same vendor that looks near identical can only be controlled when used in a containment room as it will spray dust and chips twenty feet or more. Getting good fine dust collection on our hand held tools is often a matter of using good judgment. If your smaller tools spray fine dust all over like my electric and air powered sanders, then you need to provide better dust controls and often move far more air to capture the fine dust particles. The only way to get good fine dust from some of my hand and stationary power tools with built in tiny ports, is to use a vacuum hooked to the small port plus dust collector hooked to a portable hood that draws the air from right next to the where working. Often I also need to use my downdraft table with sideboards up. Whenever I find myself needing the downdraft table to control fine dust, I try to put on my mask and work outside, or wear my mask with the exhaust fan running, then leave when done work and stay away until the air clears!
If you look closely at this table, you will see that we really need about 350 CFM at most of our larger stationary tools to get good "chip collection", meaning picking up the same sawdust and chips that we would otherwise sweep up with a broom. Capturing the fine dust ample to meet OSHA standards requires far more airflow, roughly 800 CFM at our larger tools. Because too many people still get ill at OSHA air quality levels the American Conference of Governmental Industrial Hygienists (ACGIH) recommends a five times tougher standard which needs about 12.5% more dust collection airflow. The medical community has been pushing hard for nearly twenty years for a fifty times tougher than OSHA air quality standard and that only takes moving about 25% more airflow. The European Union has already adopted this medical recommendation as its own standard and it is what I recommend for most small shop woodworkers. CFM Caution Please realize that this table shows the airflows needed for the different levels of collection for larger tools. For smaller shop tools with smaller ports we often need far less airflow, but at much higher pressures than can be delivered by dust collection systems. For these smaller tools we often need a powerful shop vacuum with fine filter, sometimes a down draft table, and often a portable hood connected to our main dust collection that we can move to where we are making sawdust and chips. You also should notice from this table than many tools such as the table saw requirements are given with upper and lower pickup requirements. If you don't use two pickup hoods on your same tools as shown in this table, you need to follow the song's advice and change your evil ways!
Moving enough air is not enough. To capture the fine dust at the source the air engineering firms who deliver systems guaranteed to meet air quality standards found most tool hoods need upgraded. The reason is simple. The tips of our saw blades and cutters are launching dust at over 100 miles per hour and a typical dust collection system has the air moving at less than sixty miles an hour. This difference in speed means if we don't have hoods that either catch the dust or block it from getting launched it will escape. Looking at your table saw you need both an upper blade guard hood that moves 350 CFM and a lower cabinet hood which moves at least 440 CFM to meet OSHA standards.
CFM Experiment At this point many are not quite ready to believe that we need to move more air volume to collect the finest dust. Here is a simple game experiment to help you be more comfortable.
Airflow requirements for good dust collection seem a paradox. It takes very little airflow to move really fine dust, yet we need far more airflow to capture that same fine dust than we need to pick up the same dust we get with a broom. To make sense of this on my other pages I share a simple game that tries to use air and two straws to move a balloon. One person is only allowed to blow and the other to only suck. The one who blows always wins because they move a directed stream of air that can push that balloon all over. That directed stream of air goes quite a distance before friction will slow down the air. Sucking pulls air from all directions, so airspeed drops off at the same rate as the area of a sphere. That formula is 4 times pi times the radius squared, so it takes moving a huge volume of air make any effect even a tiny distance away. Most of us already know this from using our shop vacuums that will only vacuum up right next to the hose nozzle, but on blow will send dust everywhere. The same thing happens with our fine dust collection. Any fine dust that does not get protected by a well designed tool with a good dust hood and then vacuumed up gets launched by almost any airflow from our blades, bits, belts, cutters, motors, etc. The only way to prevent this is to ensure our tools keep the fine dust controlled then move enough volume of air to capture it before it gets launched.
Most small shop vendors offer dust collectors that move too little air volume to provide the needed airflow to keep our ducts clear with a hobbyist system designed to only run one machine at a time. Trying to collect from more than one machine at once or having air leaks in your ducting can make this already poor airflow worse. If the airspeed drops too low we get plugging. Although a few shops get duct plugging, a far more frequent problem occurs when the airspeed drops below what will keep the dust airborne. This causes our ducting to build up internal dust piles. These piles grow in height until they restrict the airflow enough that the speed climbs back up where it will pull the dust along. This causes these piles to get "topped" and simply grow longer and longer. They also tend to fill any down drop between the pile and blower with a closed blast gate. Dust in these piles and filled down drops pose a potential explosion hazard and a serious fire hazard. When the airflow is restored from opening a larger gate the pile breaks loose and surges all at once down the ducting. The high dust concentrations in these piles can explode if ignited. Should there be some metal in that pile that strikes a steel impeller or steel blower housing with the air dust mixture close to critical, the resulting explosion can level a shop or garage. Likewise, any spark that lands in one of these piles can quickly get blown into a duct fire. This is why I strongly recommend against installing plastic ducting in systems without strong enough airflow to keep the ducting clear. Additionally, when these piles break loose they go slamming into our blowers and filters, eventually ruining motor bearings, impellers, and our expensive filters.
-
Airspeed
-
Ducting Size
The small shop tool industry is stuck on the older 4" diameter ducting that was only ample to collect the chips at the old 450 CFM standard. Although many mistakenly think of their dust collectors as giant vacuums, they really are not. Depending on size and brand shop vacuums generate pressures that will suck a water column (w.c.) between 40 and 110 inches high. A shop vacuum has the pressure to suck air around many obstructions and through smaller openings. Dust collector blowers generate about one tenth the pressure leaving the air more like water, hardly compressible at all. Any restriction, small machine port, obstruction, or even sharp bend kills airflow just like opening a water faucet a little. The resistance of our pipes can kill the airflow we need for good fine dust collection because a small pipe diameter acts just like a water valve. The resistance of our ducting pipe and hoses is so high that a 1 hp dust collector will only give us a real 195 CFM with a 3" pipe, 350 CFM with a 4" pipe, and 550 CFM with a 5" pipe. Dividing CFM/FPM gives ducting area in square feet which converted to a diameter shows we need 6" pipe to get our needed 800 CFM airflow and 4000 FPM duct speed.
Unfortunately, bigger is not always better because once we reach that 800 CFM we need to be very careful to not use such a large pipe that the airspeed in our ducts drops too low and causes plugging or dust piles. Using traditional ducting designs that were meant for shops that ran all runs open at once does not work for small shops that only have blowers big enough to just run one ducting run open at a time. Making our ducting look pretty by using all different sized down drops kills the airflow in our mains causing them to build up dangerous dust piles. Most small shops need to use just 6" duct throughout their dust collection system. -
Resistance Calculation
The overall resistance in our dust collection system, known as static pressure, defines how big of a blower we need to power our system and move the desired air. Our overall static pressure is a sum of the resistance of our ducting plus all other resistance in our system. Most hobbyist vendors never mention overall resistance because their blowers generally lack the power to move the needed air and overcome the resistance for a small shop, so in spite of advertising claims do a poor job collecting the fine dust. We do a resistance calculation to get a reasonable approximation of the overall resistance of our system. We measure this resistance in terms of water column (w.c.) inches a blower must overcome to deliver the desired airflow. There are static pressure calculators that will compute the total resistance for our dust collection ducting and other components. An excellent one is provided on my web pages, but after going through the work to do this calculation, most end up with the same results. After helping hundreds configure the ducting for their shops and doing these calculations, almost all small shops need only 6" ducting and fall into one of four categories. Those with no ducting who move a 10' flexible hose between machines end up with about 4" w.c. resistance for their systems. Those with shops sized about the same as a one-car garage with ducting end up with about 6" of resistance for their ducting. Most hobbyists have shops sized about the same as a two-car garage and end up with about 8" of resistance. Those with three-car garage sized shops have about 10" of ducting resistance. Those with larger shops must do the detailed calculations themselves. Most small shop owners should go through using that calculator to verify their shop needs. When using this calculator note that it allows you to add in other system overhead that affects our airflow and blower needs:
-
Trashcan Separator Resistance
Trashcan separators will typically add about 4.5" of static pressure if used.
-
Cyclone Separator Resistance
Cyclones will add 2.25" for one of my design and up to 4.5" for other brands. Adding a neutral vane some of these reduces the static pressure to about 0.5". Modifying the inlet and adding an air ramp can reduce that pressure even more.
-
Muffler Resistance
Mufflers will add resistance depending upon type. A straight through "glass pack" similar to the design shown on my muffler page adds about 0.15" of static pressure. A baffle type muffler typically used on cars, large air compressors, etc. can add up to 2.5" of static pressure.
-
Trashcan Separator Resistance
-
Blower Size
Blower sizing is something we can easily look up once we know the overall resistance of our system and the airflow requirement of our largest tool. Almost all hobbyist blowers are standard material movement pressure blowers and almost all are turned by fixed speed 3450 rotation per minute (RPM) motors, so all have very similar efficiency. Although blower housing, impeller height, and blade angle do come into play a little, the primary performance factor is impeller diameter. This means we can use just about any material movement blower fan table to pick the smallest blower that will meet our needs. The following table will give you a pretty good idea of what you need in terms impeller diameter and motor horsepower to move a given volume of air at different static pressures. To use this table we look down the column with the resistance calculated for our shop until we find an entry that meets our required airflow of generally 800 CFM. The table then shows the impeller diameter, required horsepower,and gives the ideal blower opening. A fan table is critical in helping us size both our blower impeller and motor for an effective dust collection system.
If you look closely this table also shares the minimum sized blower inlet because the blower inlet should be the same size as the ducting size. If you just blow the air outside without adding a separator and filters, that inlet size is often the ideal ducting diameter for optimum efficiency and minimum resistance. If we have filters, a trashcan separator, or a cyclone we must use a larger blower to overcome that extra resistance and that opening may not work for sizing our ducting. Since most small shop systems use filters and a separator, almost all dust collection systems are configured just big enough to move the desired air at the higher resistance level. When our oversized impellers with small motors are run without that resistance, they try to move too much air, overstress and will soon burn up their motors. Hobbyist vendors and magazines test our blowers running without cyclones and filters or ducting. This means these blowers are moving at close to maximum airflow at minimum resistance. Since almost all motors are designed to handle four or more times their running loads while starting, vendors can get away with this testing for a short while before the motor overheats and fails. This makes for a mess for small shop woodworkers trying to make an informed purchasing decision. Those test results often show air volumes that will quickly burn up our motors from trying to move too much air. The bottom line here is any hobbyist fan table that does not also include amperage draw at each resistance level is not to be trusted because the blower more likely than not is running the motor well over its rated maximum amperage! I redid the testing done by two hobbyist magazines on dust collectors and cyclones. I got the same airflow results, but also found every single cyclone and all but the Jet and Delta dust collectors drew more than maximum motor rated amps when tested the same way because each let in too much air. The sad part of this is the better quality Jet and Delta units that actually move more air, tested below the "best" rated units that were burning up their motors. If someone tells you that they are getting more CFM with a smaller motor, you should ask at what static pressure and what motor amperage. Based on the below fan table, most small shop woodworkers that use a cyclone separator with fine large cartridge filters need at least a 13" impeller turned by a 3 hp motor. Since 13" impellers are very difficult to find, we mostly end up buying 14" or larger impellers turned by a motor smaller than could handle an unrestricted airflow, or just use a larger more appropriate motor as I recommend and get even better fine dust collection. -
Blower Fan Table
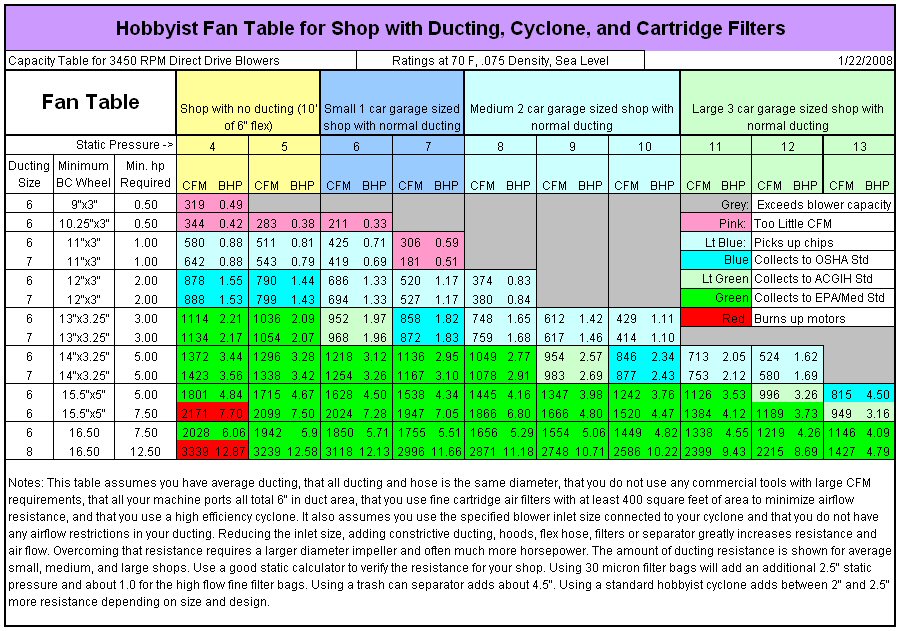
-
Ducting Designs
In spite of a need for good ducting designs, small shops are not subject to government oversight, standards, or testing so many vendors offer designs and products based upon articles, books, and even experts on small shop woodworking that recommend older chip collection standards that move half the air needed for fine dust collection. Worse, most also recommend plumbing our shops with large mains and smaller down drops sized just right for each machine. These designs sell well because they look pretty. They may collect chips but often make the fine dust levels worse and are potentially deadly. Unlike commercial shops that have a huge blower sized to run all ducts open at once hobbyist blowers are mostly only big enough to collect from one machine at a time. Opening more than one duct requires more airflow than our blowers can deliver, so fails to collect the dust. At typical dust collection pressures air is like water and will barely compress at all. Opening just one small pipe limits the airflow far below what we need to keep the mains clear. The mains build up dust piles that pose a fire hazard and when airflow is restored these piles slam into and can ruin our impellers and filters. Most single station small shop dust collection systems need to all use the same sized pipe, tool ports, and flex hose to prevent these problems;
-
Ducting Type
Small shop woodworkers are known to make their ducting from anything that carries dust. Hobbyist vendors are not subject to fire and building code standards, so typically sell plastic ducting. Most sell their dust collectors with a length of plastic flex hose. This hose is so small and rough inside that it instantly kills half or more of the dust collector's airflow. Vendors then offer the same diameter ducting and much more expensive smooth interior walled pipe, but the result still works terribly. Most, including me, then turn to the experts who mostly use HVAC pipe and fittings because they are cheap, available, and will work for chip collection. HVAC ducting leaks badly, is all engineered for the air to flow the other direction so the joints collect shavings that lead to plugs, plus all the fittings were designed for much lower pressures so kill airflow at typical dust collection volumes and pressures. Worse, the cheapest 30-gauge HVAC piping is too thin and will collapse if you have a larger dust collector and all the gates get closed at once;
-
Filter Basics
My study showed the best way to deal with fine dust is blow it outside and not let that fine dust return back into the shop. Almost all large commercial woodworking shops that get regular air quality testing do blow their fine dust away outside to stay in compliance with the 1989 OSHA maximum airborne dust requirements. Blowing outside is illegal in my residential area, so I had to filter my air. A little study showed that shops that must pass regular air quality inspections and filter their air almost all use 0.5-micron filters. My respiratory doctor says the medical recommendation is those with existing problems always wear a good NIOSH approved mask during dusty operations and use 0.2-micron filters.
The indoor filtering issues are a little more tricky made worse by vendors either in ignorance or intentionally providing bad information. Most dust collectors and cyclones come with the standard outdoor felt filter material certified at 30-microns meaning these filters freely pass almost all airborne dust. Most small shop vendors that advertise "fine" filters only provide a false sense of security. Most small shop vendors provide dust collectors and cyclones with either inappropriate wide open outdoor filters, filters with outdoor ratings that freely pass twenty times larger particles, and or filters sized far too small so they soon self destruct. The result is the same, most of these filters turn our dust collectors and cyclones into "dust pumps" totally inappropriate for indoor use. Just knowing what level of filtering we want is not enough. Our testing found in spite of advertising claims every small shop dust collector and cyclone we tested had filtering setup for "chip collection", not fine dust collection. We need to understand some basics about filters and that there are different standards when it comes to rating filters.-
Filter Types
We mostly use two types of filter material in dust collection, all spun bond man made felt filter material used on most dust collector bags and the same stuff blended with cellulose (paper) fibers. Filter thickness and internal strand sizing defines initial filtering ability. The blended filters costs about half as much to make so are less expensive, but require just about double the filter surface area to provide the same level of filtering as the all spun bond. When the spun bond filters begin passing too much dust they can be thoroughly washed to restore their original filtering ability. This can be done four or five times greatly extending the filter life of a spun bond filter over a blended filter that needs replaced when it begins to pass too much fine dust. To get more filter area in a given space, vendors fold the filter material into pleats and put the results into a cartridge form. The poly-cellulose (paper) blended material is used mostly in filter cartridges. Because the spun bond filtering material is quite a bit thicker, the thicker material requires twice as many cartridges to equal the same area as cartridges made from the thinner less expensive blended material. we typically only get half as much filter surface area in the same sized filter cartridges.
-
Filter Life
A number of things reduce filter life. As filters plug they kill the airflow needed for good collection, but cleaning rapidly breaks down the filter pores and so does clogging. Clogging increases the air pressure enough to force the fine dust to tear its way through the filter pores, so the more undersized the filler, the more quickly it self destructs. Although clogging and cleaning are bad, what often first kills most small shop fine filters are sharp chips. Dust collectors and cyclones with full collection bins blow these sharp chips into our filters punching the filter material full of larger holes. As a result, most small shop fine filters end up turning our dust collector and cyclones into "dust pumps" that fill our air with dangerously unhealthy dust levels. To protect fine filters and address the clogging, you can either buy an expensive graduated filter with automatic cleaning system, or use a cyclone separator. For most to get best filter life today we need cyclone separators to amply protect our fine dust filters.
-
Filtering Level
All filters start new able to effectively filter some fixed size of dust particle at a given airflow. As the filter ages many fine particles get embedded in the filter fibers creating a "dust cake". Every time we clean our filters by blowing them down or shaking them we leave some of this cake embedded in the filter fibers. After about three full cleaning cycles a filter will provide about 50% better fine filtering because this cake helps the filtering. This is known as filter "seasoning". After about nine cleaning cycles most fine filters are at their maximum dust cake and provide their best filtering. As a result most filters provide a range of filtering providing their worst when new or after cleaning and cycling to their best filtering as they plug.
This gives rise to two different industry standards used to rate filters. Filters used indoors are rated based on their worst case filtering when brand new with no dust cake. This assures the filters will provide through each loading cycle a given level of filtering. This loading cycle for fine filters results in roughly a twenty fold difference in filtering between a new filter and one that is fully "seasoned". Each cleaning cycle on a "seasoned" filter still results in roughly a ten fold difference in fine filtering ability. Filters used outdoors where the fine dust that escapes the filters just blows away harmlessly outside are rated by the filter material makers based upon reaching their maximum seasoning. Because of this range of performance, we need independent filter evaluations. The American Society of Heating, Refrigeration, and Air-conditioning Engineers (ASHRAE) certify independent labs to test filtering material. ASHRAE is not a government organization, but instead a private, non-profit group of professional engineers that set the standards for their industry. ASHRAE sets the standards for indoor air quality testing, filtering, and airflow. They approve and oversee independent testing labs to provide filter testing and performance certification. Because this testing is very expensive and most filter makers buy their filtering material in bulk from a material maker, most vendors only provide the certification from the material maker except for HEPA filters that are each individually tested and certified. ASHRAE labs test new clean filters at their rated airflow. This certification says that filter will stop particles of a particular size and larger 99.9% of the time.
The manufacturers also share the filter testing as this filtering material builds up a thick cake of dust in the filter fibers. As this dust cake builds it can take up to twelve cleaning cycles before the filter fully "seasons" achieving its maximum filtering. The actual filter performance will then vary between the indoor rating at worst and a fully loaded outdoor rating at best. We need this loaded airflow for sizing our filters to ensure they have ample surface area to handle the airflow and dust loading. Careful testing by a number of my professor friends showed most small shop vendor "fine" filter bags advertised with clogged fully loaded filtering level as their filter rating. Our testing found many vendors who claimed to sell 0.5-micron, 1-micron, and 2-micron filters sold filters that freely passed 10, 20 and 40 micron particles through filters showing the same roughly 20 fold difference between the best and worst filtering levels. Clearly these vendors were selling filters based upon outdoor fully "seasoned" ratings. Although these claims may be accurate and appropriate for outdoor equipment, that information is inappropriate for indoor filter rating. Those ratings turn our dust collectors and cyclones into "dust pumps" when used indoors constantly spewing out fine dust depending upon how clean the filter. They freely pass the finest unhealthiest 2.5-micron and smaller dust particles. This leaves us with poor health protection and left breathing the fine particles through much of each filter's performance cycle. These units should be only be used outside without any air returned to our shops.
Some vendors went one step further claiming filtering levels that all but kill airflow before that filtering level can be achieved. Our testing found a few vendors 50-micron filter bags they advertised as 1-micron filters. Sadly, the "truth in advertising" laws let any vendor claim any level of filtering that they can demonstrate. They can demonstrate any filtering level as long as they do not also share the airflow at that filtering level. They simply let the filters get dirty enough so they no longer pass any sized particle they want to claim. Just because at some of these claimed filtering levels filters pass almost no air does not bother these vendors a bit. There are a few reputable filter bag makers (AAF, Highland Hardware, possibly a few other exceptions, but not many). Our careful filter testing left me now only trusting filter ratings provided by an ASHRAE certified independent testing laboratory. Unable to find any certified dust collector bags and knowing that most bags have so little surface area that then need constant cleaning which exposes me to the very dust I must avoid, I personally use certified cartridge filters with a cyclone to protect those filters. I recommend all others do the same. -
Filtering Resistance
The maximum dust cake is important in sizing our filters because this is when a filter has the most resistance. Filter resistance changes as the filters get dirty. That resistance is at a minimum when a filter is new and clean. This resistance climbs until it builds a dust cake that provides maximum filtering with good airflow, known as when a filter becomes fully "seasoned". As the filter continues to clog, the airflow drops until the airflow all but stops and the filter is at maximum resistance. Air engineers use this fully caked resistance level to size our filters large enough to flow the volume of air we want to move. This maximum resistance is also very close to when we need to deep clean our felt filters in a washing machine and start all over building up a whole new cake of dust.
This resistance has two major concerns in dust collection. As the filter plugs resistance rises and we lose the airflow needed for good fine dust collection. Additionally, as this resistance rises it causes the pressure inside the filter to increase. The increased pressure pushes the finest particles through the filters tearing open the filter pores as they pass. Eventually, a filter gets so torn open it no longer provides good fine filtering and needs to be replaced. Large commercial filtering setups constantly measure filter resistance with a pressure gauge. A pressure sensor detects when a filter clogs too much and institutes an automatic cleaning cycle. If after cleaning the resistance is too low, then that filter is shot and needs replaced. A typical new filter on a cyclone or dust collector will start with a resistance of anywhere from a low of 0.25" to about 1" of resistance. As the filters clog the resistance will increase until a cleaning cycle starts.
In small shops we become our filter sensors and our performance is far less reliable often not cleaning our filters until the pressure has risen 5" or more which will quickly destroy filters, so we should also monitor our filters. In small shops we also can use a pressure gauge or do similar monitoring with an amp meter. The amp meter will read highest when the filters are new and flow the most air. That is when the motor is doing the most work. As the filter plugs the airflow drops causing the motor to do less work and drop the amp reading. When that reading drops enough we need to clean our filter. Good filters will have about the same meter reading after each cleaning. When a filter becomes worn out and passes too much air the "clean" filter amp readings will go higher telling us it is time to replace our filters.
This resistance moves through a considerable swing. My measurements of my standard 30-micron felt bag type filters when new was about 2.5", yet after "seasoning" that resistance rose to over 4" of resistance with a "clean" filter due to that buildup of fine particles embedded in the filter material. Fine bag type filters use thinner filtering strands. These fine strands make them overall more open and able to move more air. This more open condition left my 30 square foot bags with only 0.25" of resistance when brand new, but after seasoning they settled at about 2" of resistance after cleaning. The typical roughly 90 square foot cartridge dust collector filters are fairly open so add about 0.5" of resistance when new that grows to about 1.5" of resistance after cleaning. Use of 300 square foot commercial fine cartridge filters starts with a resistance of only 0.25 when new that grows to about 0.75" of static pressure after seasoning. My recommended 600 square foot of poly-cellulose blended filters stabilized at only 0.25" of resistance. -
Filter Sizing
Filter fabric makers provide guidelines on how much surface area is needed for each type of their fully "seasoned" filter material. That area depends upon the size of particles filtered, volume of air moved, and amount of dust being filtered.
Many small shop vendors inappropriately use the wrong information to size their filters. Many use same wide open filter sizing standards for the wide open 30-micron filtering material when sizing their finer filters for indoor use. Many vendors also forget that we are filtering very dirty air and size their filters based on manufacture recommendations for filtering the relatively clean indoor air that only calls for about one square foot of the all poly filters for every ten CFM of air and double that for the paper blended filters.
With typical 30-micron all polyester filters appropriate only for use on outdoor dust collectors and cyclones that return no air into our shops, we need about one square foot of filter area for every 25 CFM of dirty air. With "chip collection" only moving about 400 CFM these filters only need about 15 square feet of filter area. Boosting the airflow to the 800 CFM we need for good fine dust collection pushes the size of these open outdoor filters to needing at least 30 square feet of filter area.
With typical 0.5-micron all polyester filters used for indoor air filtering we need about one square foot of filter area for every 4 CFM of dirty air. This means our 800 CFM needed for good fine dust collection at our larger tools requires 200 square feet of fine all poly filtering material and at least 400 square feet of the blended filtering material. Fortunately, both materials come folded and made into cartridges that enable us to get this much filter area in a small space. An open filter that freely passes 30-micron sized dust only needs about one square foot of filter area for every 50 CFM of dusty air run through the paper blended filters and about one square foot of filter area for every 25 CFM run through the all spun bond felt filter material.
We can get by with smaller filter sizes, but doing so causes the filters to wear out and fail far quicker. A filter sized half the manufacturer's recommendation will only last a quarter as long. Although most small shop vendors provide a minimum of filter size because filtering material is expensive, this is exactly the opposite of what we should do. Most makers of large dust collection equipment for shops that get regular air quality inspections make their units with twice the manufacture recommended minimum filter area. Doubling the filter area cuts the resistance four fold, cuts cleaning to one fourth as often and extends filter life four fold. This is why I strongly recommend using a pair of the 300 square foot poly blended filters on my cyclone design when we could get by with just one.
-
Filter Types
-
Airflow:
-
Summary
-
Summary Overview
In summary, we need to carefully control airflow to:
Make sure the fine dust is not blown away and scattered all over the shop before it can be captured by having well designed or carefully modified tools and hoods;
Provide enough air volume (CFM) at each tool to collect the fine wood dust at the source before it escapes;
Make an efficient system with large enough ducting and cleanly designed duct runs to efficiently move the volumes of air we need at each tool.
Keep the air speed (FPM) fast enough to move the dusty air so we do not get plugging or dangerous dust piles in our ducting.
Use filters large enough to support the volumes of air we move and dust loading with filter material independently certified to provide sufficient fine dust filtering.
-
Here Is The Goal
The goal is to capture the fine dust at the source and get rid of it. To do so, you need to:
Learn and use the right tools to make a minimum of dust. Although the vendors would like for us to only use power tools, there are many hand tools that do the job well if not faster that don't make huge amounts of dust. For example, proper use of a sharp plane or a well-tuned scraper can save a lot of time over using a power sander. Both leave a better finish and neither creates any fine dust problem.
Buy well made tools with built in dust collection that controls the fine particles without spraying them all over. Most tools have fast moving blades, cutters, belts, cooling fans, etc. that will blow unprotected fine dust all over. It is important that each tool protect, control and direct all dust made during use to its dust hood and not blow the dust all over. When we cannot control that dust, we should take that tool and woodworking outside while wearing a good dust mask.
Buy or make good quality dust hoods and ports for every tool. Sadly, most hobbyist dust hoods are poorly engineered permitting the fine dust to escape from all over. Likewise, most machines come with too small of an inlet port to support the needed volume of air for good dust collection. Both the hoods and ports often need rebuilt or replaced to be more efficient. You can look at the AAF dust hood examples (click here) for more information. Even some of these examples use too small of ducting, so only use them as guidelines for building dust hoods and ports that will pick up the fine dust at the source. Also, Wood Magazine, Wood Central, the Oak, Saw Mill Creek, and other woodworking forums have many excellent homemade dust collection hoods in their archives. Be careful of the advice you get on these forums, much of what you will hear is from people who are still on their first round of dust collectors and so enamored that they will defend their systems and ducting nearly to the death. There have been some very ugly wars on the forums, as woodworkers get more concerned about addressing the fine dust.
Collect that dust and store it in metal cans to prevent fire danger. Yes, lots of people collect into cardboard and plastic drums, but we are going to be smarter than that!
Efficiency is everything! This rule is based on a two simple facts.
Air at typical dust small shop dust collection pressures will hardly compress at all. As a result a poor design, undersized pipes, rough ducting or flex hose, sharp bends, etc. all act just like a water valve and kill airflow. You can make this up, and large commercial shops do just this, but what they live with is a need for a much larger blower. In practical terms adding 1/2 horsepower (HP) and a bigger impeller typical 1.5 HP blower only adds 10% more air volume! Adding horsepower and a bigger impeller is not an efficient way to gain capacity.
A poor design or air leaks will kill system efficiency. You must use straight or nearly straight duct runs using efficient piping. Every joint, curve, turn, or Y connection will hurt your efficiency. Every restriction will hurt your efficiency. Either you make a really efficient system, or you will have to live with terrible dust collection or buy a very big blower that will be expensive to purchase and run.
Build a system with enough blower and well-designed ducts to meet the CFM requirements for all your machines. You can do lots of homework, or make it easy on yourself and just look up the answer by using a CFM requirements table designed to capture the fine dust. The AAF table I shared above shows that 800 CFM is ample for all larger hobbyist sized woodworking tools.
Without big enough pipes, fittings, duct, and hose even the best system will be strangled and not move enough air! Your design must use large enough ducts to support the needed air volumes without being too large and killing the air speed needed to prevent clogs. From lots of experimenting and engineering tables we know we need 800 cubic feet per minute (CFM) air volume at our larger tools for proper dust collection. We also know that anything less than 3000 feet per minute (FPM) airspeed in horizontal runs and 3700 FPM in vertical runs will create clogs. Air engineers design to make their ducts run at 4000 FPM. Sadly, even professional small shop dust collection system designers do a lot of reductions and strange things that reduce the volume so much that the mains end up plugging because without the volume they also don't see enough airspeed.
Now decide upon what is a big enough blower to overcome the resistance of your system. Picking a big enough blower can be a fairly exact science where you calculate all the resistances in your system then pick a blower that is big enough to overcome those resistances and still give that 800 CFM air volume at your larger machines. On my Deciding Dust Collection Needs web page are the detailed steps along with a resistance calculator to walk you through deciding your own blower requirements. At the same time, this is not rocket science and hundreds if not thousands have already been through this exercise. The bottom line comes out the same for almost all who have normal hobbyist machines. If you have larger professional units, then you need to do the work.
For those who move a dust collector from machine to machine they can get buy with a good quality 1.5 hp dust collector that turns at least an 11" impeller.
For those with small roughly one-car garage sized shops who have ducting but no cyclone, they can barely get by with a good quality 1.5 hp dust collector that turns at least an 11" impeller, but really should use a 2 hp dust collector with at least a 12" impeller.
For those with small roughly one-car garage sized shops who have a cyclone, that cyclone will add enough resistance that they need at least a 1.5 hp dust collector with no less than a 12" impeller.
For those with medium roughly two-car garage sized shops who have a cyclone, they need at least a 2 hp motor turning at least a 13" impeller or 12" airfoil impeller. There are a lot of concerns with the airfoils that need considered before going that direction. Most with this sized shop find themselves far happier with 3hp motors turning 14" impellers.
For those with large roughly three-car garage sized shops who have a cyclone, they need at least a 3 hp motor turning at least a 14" impeller or even more depending upon amount of ducting and needs of their tools.
Now buy good quality filters. As I said before, I don't recommend messing with filters at all. If at all possible just blow the dusty air away outside. If you cannot do that, then I recommend buying commercial independent laboratory certified 0.5 micron or better cartridge filters to protect your health. The amount of filter area you need depends upon the type of filter. Fine spun bond polyester filters let us use the least area, but tend to be expensive compared to blended filters. Most can get by with one 300 square foot blended filter, but will have far longer filter life, less cleaning, and much better performance by buying a pair of filters.
Now buy or build a good quality cyclone. Many try to use a garbage can separator, but quickly learn these units that worked so well with their smaller blowers, get almost instantly emptied of all but larger pieces of wood at airflow rates much over 400 CFM. Those with tiny shops and minimal ducting can get by with 1.5 hp motors and efficient cyclones, but most need a 1.5 or larger dust collector that gets put outside. If you cannot put your dust collector outside where the fine dust just blows away, then you will probably need fine filters with a cyclone separator to protect that filter from clogging and wearing out too quickly. There are many cartridge dust collectors available, but you need to ensure the provided filter provides the level of protection you want as most of these are made with very open cartridges to keep the filters from plugging so quickly and keep the filter pleats from getting all jammed up with wood chips.
-
Parts and Pieces
To build your own more efficient cyclone and blower please read over the Cyclone Plan page followed by the Cyclone Building Instructions and Blower Plans. Pay particular attention to the building instructions for each as they have been refined from thousands successfully building their own units. Also see the FAQ sections for more information.
-
Build It Dangit
This exercise left to the industrious!
-
Summary Overview
-
Dust Collection Terms
CFM (Cubic Feet per Minute) provides the amount of air your blower puts out. That amount is decided by the capacity of your blower and how much you choke down its inlet and outlet. Hobbyist dust collector makers rate their blower CFM as the maximum flow with no inlet or outlet blockages. In the real world we have ducting, fittings, separators, cyclones and filters that add resistance. Resistance is called static pressure that is measured as inches of water. To know how a blower will really perform, we must know its fan curve showing the CFM at different static pressure levels. As a rule of thumb, you can expect working CFM levels to be about half the maximum rated.
FPM (Feet per Minute) FPM says how fast the air is moving. FPM can be computed by multiplying CFM by 144 (1 square foot in inches) then dividing that result by the square inches of area for the ducting. For instance a 1.5 HP blower rated at 1100 CFM will give about 550 CFM at a working level. If you use this 1.5 HP blower with a 6" duct this computes to 550*144=79,200 divided by the duct area = pi*3*3=28.2743 giving 2801 FPM, which is not enough to prevent dust build up in 6" ducting.
Static Pressure (SP) measures pressure in terms of inches of water. That pressure can be how powerful your blower is, or how much resistance is created by each component in your dust collection system. For any given CFM you can measure the resistance of each component or entire ducting runs. Each collection hood, piece of flex hose, duct pipe, duct fitting, separator, and filter has its own resistance at any given CFM. In addition to measuring, you can use a table that gives the typical resistance for each component then total the resistance for each component to get an estimate of the overall static pressure for the run to any particular tool. The run in a shop with the highest overall resistance can then be used to size the blower needed to overcome that resistance and to size the ducting needed to move ample air without clogging.
Click here for: Medical Risks







{kind=link}